Справочник по антикоррозионному
покрытию трубопроводов
|
|
|
|
абразив |
||
|
|
|
1. УУТПО-1 - Универсальная установка термопескоструйной очистки / Подготовка к работе
Размещение установки производите до заполнения абразивом и горючим. 6.3. Шлаги, идущие от источника сжатого воздуха к установке и от установки к пистолету - очистителю или брандспойту, должны быть расправлены и иметь минимальное количество изгибов. 6.4. Подготовьте необход...
2. НПП ШКВАЛ - Оборудование для антикоррозионного покрытия трубопроводов
61, полностью собранной...... 96, заправленной абразивом...................... 260 10.Длина шлангов, м: от компрессора до установки........... 10, от установки до брандспойта.................... 10 * Характеристики зависят от диаметра сопла бран...
3. Подготовка стальной поверхности перед антикоррозийной обработкой. Краски и покрытия. ИСО 8502-1:1991.
ISO 8503, Подготовка стальных поверхностей перед нанесением красок и подобных покрытий – Характеристики шероховатости стальной поверхности, очищенной пескоструйным способом - Часть 2: Метод классификации профиля стальной поверхности, очищенной обдувкой абразивом, с применением компараторов. - Часть 3: Метод калибровки компараторов профиля поверхности ИСО и определение профиля поверхности с применением микроскопа. - Часть 4: Метод калибровки компараторов профиля поверхности ИСО и определение профиля поверхности с применением измерительного прибора с...
4. УНП2-7-65 - Подготовка к работе, подготовка поверхности
Но если даже удаётся произвести обработку поверхности, то влага песка вступит во взаимодействие с обработанной поверхностью и вызовет её коррозию, то есть эффект от пескоструйной обработки будет минимальным или вообще сведётся к нулю. 2.5. Сушка абразива производится до такой степени, при которой абразив, высыпанный на горизонтальную поверхность, образует правильный ровный конус без отвесных стенок. 2.6. Если во время или после пескоструйной обработки пройдёт дождь, необходимо пескоструйную обработку повторить, так ...
5. УУТПО-1 - Универсальная установка термопескоструйной очистки / Порядок работы, профилактическое обслуживание и транспортирование
ВНИМАНИЕ! Оставленный в сосуде абразив может увлажниться и потерять сыпучесть, а поверхности, соприкасающиеся с ним, подвергнуться коррозии. 10. ДЕЙСТВИЯ ПРИ ПЕРЕРЫВАХ В РАБОТЕ 10.6. При перерывах в работе (не более 3 часов) отключите установку от источника сжатого газа, сбросьте давление из сосуда абразивного блока и из бака горючего и привед...
6. Подготовка металлических поверхностей перед окрашиванием ГОСТ 9.402-80
) Дробеструйная, дробеметная, струйно-абразивная, жидкостно-абразивная, вибро-абразивная обработка 1 2 1 1 Обработка изделий простой формы, преимущественно с толщиной стенок более 3 мм Механизированная очистка (вращающиеся щетки, пневматические молотки, с использованием шлифовальных шкурок и др.) 2 4 3 3 Обработка крупногабаритных изделий (зачистка сварных швов, удаление продуктов коррозии и т.п.), местное удалени...
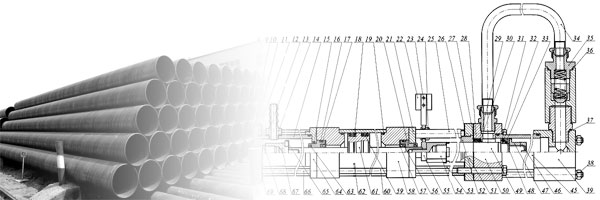
7. Резка труб
В перспективе большое применение найдет механизированный (электрический и пневматический) инструмент для резки труб абразивами в виде эластичных дисков. Резка таким инструментом дает очень точный и чистый рез. Рис. 46. Переносной труборез Т-299: 1 — ограждение, 2 — механизм управления суппортом, 3 — суппорт с, резцом, 4— планшайба 5 — механизм зажима станка на трубе, 7 —сепаратор, 8— корпус, 9 — червяк 1. Укажите основные преимущества и недостатки газопламенн...
8. Подготовка металлических поверхностей перед окрашиванием ГОСТ 9.402-80
Струйно-абразивную обработку выполняют суспензией песка или электрокорунда в воде под давлением 0,3-1,0 МПа (3,0-10,0 кгс/см2), объемное отношение абразива к воде должно составлять от 1:6 до 1:1. (Измененная редакция, Изм. № 2). 3.9.2.8. Для предотвращения коррозии черных металлов в суспензию вводят один из компонентов, приведенных в табл. 11. Таблица 11. Наименование компонента Массовая концен...
9. Установка пескоструйная УПС-342-62 / Подготовка к работе, порядок работы
Размещение установки производите до заполнения абразивом. Шлаги, идущие от источника сжатого воздуха к установке и от установки брандспойту, должны быть расправлены и иметь минимальное количество изгибов. 6.3. Подготовьте необходимое количество абразива, который перед засыпкой должен быть высушен и просеян через сито отсеивающее частицы размерами более 3...
10. Установка пескоструйная УПС-342-62 / Технические характеристики, состав установки
Вид установки снизу 1 - сосуд; 3 - фильтр-влагоотделитель; 4 - рукав; 5 - распределитель; 6 - клапан предохранительный; 7 - смеситель; 8 - фильтр тонкой очистки воздуха; 9 - штуцер шланга дыхательного; 12 - шланг абразивный; 17 - рукав наддува бака. 4.3. Устройство загрузки абразива в сосуд состоит из воронки, сита, бункера загрузочного, кольца уплотнительного, диафрагмы, втулки, клапана, прокладки. рис.4. Смес...
11. Подготовка стальной основы перед нанесением красок и подобных покрытий. Стандарт ИСО 8501-1:1988 (Р)
В основном эти методы предусмотрены для горячекатанной стали, но разрешается также применение методов струйной очистки, в частности, для холоднокатан ной стали, имеющей достаточную толщину, чтобы могла сопротивляться деформации, вызванной ударом абразивного материала или воздействием механического инструмента для очистки. Настоящая часть ИСО 8501 применима также к стальным основам с остатками хорошо приставшей краски и другими посторонними веществами (см. примечание 2 к 4.1), помимо остаточной прокатной окалины. ПРИМЕЧАНИЕ - Степень подготовки ранее окрашенных стальных поверхнос...
12. Подготовка стальной поверхности перед антикоррозийной обработкой. Краски и покрытия. ИСО 8502-1:1991.
Поэтому, в таких случаях предпочтительнее применять крупнозернистый абразивный материал. Крупное зерно абразива очень хорошо снимает тяжелую коррозию, но часто является слишком грубым для того, чтобы тщательно очистить все углубления и поры. Во многих случаях, для того, чтобы достичь лучшего результата, как в отношении скорости работ и расхо...
13. Подготовка металлических поверхностей перед окрашиванием ГОСТ 9.402-80
ПРИЛОЖЕНИЕ 11 Справочное Шероховатость поверхности в зависимости от вида струйно-абразивной обработки и требуемой минимальной толщины лакокрасочного покрытия Средство струйно-абразивной обработки Наибольшая высота неровности профиля Rмакс, мкм Нижний предел допуска толщины лакокрасочного покрытия, мкм средняя пределы Стальная дробь 30 От 25 до 50 80 45 » 35 » 60 80 60 » 45 » 80 120 75 » 55 » 100 120 Кварцевый песок 55 » 40 » 65 80 Рубленая проволока 60 » 45 » 70 80 Корунд 45 » 40 » 55...
14. Обработка труб из пластмасс и стекла
При сверлении сверлами из быстрорежущей стали применяют абразивный порошок, а при сверлении сверлами с твердосплавными пластинками для смазки используют керосин. В условиях трубозаготовительных мастерских гнут...
15. УУТПО-1 - Универсальная установка термопескоструйной очистки / Технические характеристики и состав
Универсальная установка термопескоструйной очистки 1 - блок абразива; 2 - блок горючего; 3 - рама-основание; 4 - пистолет-очиститель; 5 - блок запуска пистолета-очистителя. - б...
16. Подготовка металлических поверхностей перед окрашиванием ГОСТ 9.402-80
Наименование операции Повы шен ный уро вень шума и вибра ции Опас ный уро вень нап ря же ния в эле ктри чес кой цепи Повы шен ная темпе ра тура поверх ности обо рудо вания и ма те ри ала Физически и химически опасные и вредные факторы Взры во опас ность Пожа ро опас ность Обезжиривание: хлорированными и фторированными растворителями - - + Пары, аэрозоли хлорированных и фторированных растворителей + - бензином-растворителем лакокрасочных материалов, нефрасом С-150-200 - - + Пары и аэрозоли уайт-спирита + + щелочными водными растворами - - + Пары и аэрозоли щелочных водных растворов, брызги - - эмульсионными составами - - + Пары и аэрозоли органических растворителей и эмульсионных составов - - Удаление окислов:травлением - - + Пары и аэрозоли соляной, серной плавиковой и ортофосфорной кислот брызги - - Струйно-абразивной, дробеструйной очисткой, жидкостно-абразивной + + + Растворы нитрата натрия, кальцинированной соды, соединения шестивалентного хрома, запыленность абразивной пылью - - Механическая очистка + + + Запыленность металлической и абразивной пылью - + Фосфатирование - - + Пары и аэрозоли фосфорной кислоты, окислов азота и соединений цинка, кислотных растворов, брызг - - Приготовление растворов кислот, моющих, фосфатирующих и пассивирующих составов - - + Пары и аэрозоли кислот, щелочей, соединений шестивалентного хрома моноэтаноламина, триэтаноламина - - Пассивирование - - + Пары, аэрозоли и бр...
17. Подготовка и ревизия арматуры
В процессе притирки происходит либо чисто механическое удаление частиц металла абразивным материалом (абразивные микропорошки типа М), либо механическое воздействие абразивов сочетается с химическим действием вещества, используемого в качестве смазки. К таким веществам относятся олеиновая и стеариновая кислоты,, которые входят в состав пасты ГОИ, применяемой в качестве притирочного материала. Пасту ГОИ р...
18. Трубы стальные с защитными наружными покрытиями для магистральных газонефтепроводов ГОСТ Р 52568-2006
Фотографии типичных примеров внешних изменений, происходящих в стали в результате струйной очистки с помощью различных абразивных материалов" (ISO 8501-1:1994 "Preparation of steel substrates before application of paints and related pro...
19. Резка и обработка концов труб
Трубы из легированных сталей разрезают преимущественно механическим способом (резцом или абразивным диском). Для легированных сталей 10Г2, 15М, 12МХ, 15ХМ допускается применение газопламенной резки. Для сталей Х5М, Х5ВФ и 30ХМА газопламенная резка возможна лишь в исключительных случаях. Перед газопламенной резкой этих сталей и им подобных места реза надо предварительно подогревать до 200—250° С, ...
20. Правила техники безопасности при обработке труб
Особое внимание надо уделять вопросам техники безопасности при резке труб на станках и приспособлениях с абразивными дисками, а также на заточных станках. Новые абразивные круги, на которых нет данных о допустимом числе оборотов, а также круги, подвергавшиеся ...
21. Подготовка металлических поверхностей перед окрашиванием ГОСТ 9.402-80
Уровень шума и вибрации, которые возникают при механической, гидроабразивной и дробеструйной очистке, не должны превышать норм, установленных ГОСТ 12.1.003-83, ГОСТ 12.1.012-90 и Санитарными нормами проектирования промышленных предприятий СП 245-71. 2.3.7. Помещение, в котором проводят обезжиривание уайт-спиритом, должно быть обеспечено средствами пожаротушения: стационарным оборудо...
Продолжение справочника по антикоррозионному покрытию трубопроводов
| >>>>>> | 0
!................... |
20
!................... |
40
!................... |
60
!................... |
80
!................... |
100
!................... |
120
!................... |