Изготовление сварных труб и секционных отводов
При централизованном изготовлении трубопроводов в условиях трубозаготовительных цехов и мастерских необходимо применять трубы и детали заводского изготовления. Сварные трубы в трубозаготовительных цехах изготовляют в тех случаях, когда они отсутствуют в стандарте и не поставляются трубопрокатными заводами. Так, например, изготовляют тонкостенные трубы из нержавеющих и других легированных сталей с условным проходом от 150 мм и более, трубы из алюминия и его сплавов с условным проходом более 100 мм, из меди и ее сплавов.
Технологический процесс изготовления сварных труб состоит из следующих операций: правка, разметка и резка листового металла, подгибка концов заготовки по радиусу, вальцовка или гибка по диаметру, сборка и сварка продольного шва вальцованной обечайки, сборка и сварка кольцевых швов.
Подгибку концов заготовки по радиусу, если нет гидравлического пресса, проводят на специальных устройствах с помощью гидравлических домкратов. Вальцевание обечаек выполняют на приводных или ручных гибочных вальцах. Продольный стык обечайки собирают с помощью стяжных хомутов и других приспособлений. Продольные швы обечайки сваривают- автоматами, поэтому сборку стыка надо выполнять очень тщательно. Для сварки изнутри продольного шва труб с условным проходом свыше 300 мм применяют модернизированный автомат АДФ-500, у которого механизм подачи проволоки с токосьемным мундштуком и бункер для флюса укреплены на специальной штанге. Длину штанги выбирают в зависимости от длины обечайки. Ходовая -часть автомата передвигается по направляющим.
Трубы из обечаек собирают на роликовых сборочных стеллажах, обеспечивающих хорошую центровку осей и исключающих перелом осей в стыках.
Кольцевые швы сваривают также автоматически, для чего роликовые сборочные стеллажи снабжают приводом.
Процесс изготовления сварных отводов состоит из разметки труб, резки секторов, их сборки и сварки.
Размечают трубы на секторы по шаблонам (см. § 26) и только в том случае, когда отсутствуют специальные станки для фасонной газопламенной резки труб. В некоторых случаях трубы режут на секторы механическим способом на токарных станках с применением специальных копирных устройств. При сборке сварных отводов из отдельных секторов главное внимание надо обращать на качество сопряжений кромок и сварки. Разница в толщине стенки труб и секторов, подготовленных к сварке, а также смещение их кромок одна относительно другой не должны превышать 10% толщины стенки. Чтобы обеспечить правильное положение секторов при сборке, их располагают в одной плоскости, для чего используют специальный кондуктор.
Кондуктор представляет собой плиту, в которой имеются резьбовые отверстия для установки стоек из призм. Призмы являются установочной базой для секторов. После выверки положения секторов производят прихватку. Величину зазора и количество прихваток выбирают с учетом материала и толщины стенки отвода. Сваривают отвод автоматическим или полуавтоматическим способом.
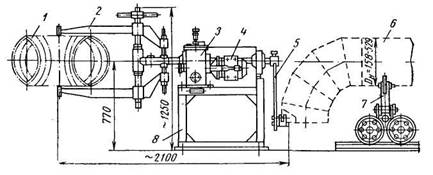
Рис. 107. Установка для сварки секционных отводов и приварки их к трубам:
1 — свариваемый секционный отвод, 2 — рычажный захват, 3 — редуктор, 4 — электродвигатель, 5 — поводковый патрон, 6 — привариваемая труба, 7 — установочная тележка, 8 — станина
Для полуавтоматической сварки секционных отводов и приварки их к трубам можно использовать специальную установку (рис. 107). Установка состоит из сварной станины 8, на которой установлен редуктор 3 с приводом от электродвигателя 4. На валу редуктора с двух сторон укреплены рычажный захват 2 и поводковый патрон 5. При сварке отвода с трубой используется установочная тележка 7. Сварка производится с помощью полуавтоматов ПДШП-500, ПШ-5 и др., закрепляемых на специальном штативе-тележке рядом с установкой.
Если же сваривается секционный отвод, то он устанавливается в рычажном вращающемся захвате таким образом, чтобы свариваемый шов находился в вертикальной плоскости.
1. В каких случаях сварные трубы и детали изготовляют в условиях трубозаготовительных цехов?
2. Расскажите о технологии изготовления сварных труб и применяемом оборудовании.
3. Изложите технологию изготовления сварных отводов.
4. Какое оборудование и какие приспособления применяют для изготовления сварных секционных отводов?
Все материалы раздела «Изготовление трубопроводов» :
● Технология централизованного изготовления
● Сборка элементов и узлов трубопроводов
● Испытание и маркировка узлов
● Организация труда при изготовлении узлов, основные правила техники безопасности
● Изготовление сварных труб и секционных отводов
● Изготовление сварных тройниковых соединений и П-обраных компенсаторов
● Сборка и сварка прямолинейных секций
● Антикоррозийная изоляция секций трубопроводов
● Состав проектной документации трубопроводов
● Монтажно-технологическая схема и монтажный чертеж трубопроводов
● Деталировочные чертежи трубопроводов
● Нормы и правила сооружения трубопроводов